При работе с порошковыми красками дотошные технологи всегда обращают внимание на технический паспорт, выданный на конкретную партию. Описанные в техпаспорте свойства давно стандартизированы и отражают свойства плёнки покрытия, получаемого из данной краски. К которым относят твёрдость, прочность на прямой/непрямой удар, адгезия плёнки, точность цвета. Содержатся там сведения и о краске — удельная плотность краски, выраженная в г/куб.см. Поскольку этот параметр непосредственно влияет на расход краски, выраженный в кг на кв.м. По отдельным запросам производители предоставляют данные о гранулометрическом анализе порошковой краски.
Специалисты одного из французских автопроизводителей выразили неудовлетворение ограниченностью описания используемой на их производстве порошковой краски. Поскольку его не хватало для объяснения многих проблем, возникавших при её нанесении. Каковые периодически возникали в связи с использованием продукции от различных поставщиков. При этом, будучи по документам неотличимы, разные краски вели себя в условиях реального крупного производства настолько по разному, что чувство досады французских технологов переросло в убеждение в необходимости описать свойства порошковых красок более полно в соответствии не только с возможностями лабораторий при лакокрасочных производствах, но прежде согласно требований окрасочных участков. Прежде всего производственников интересовала текучесть порошковых красок в воздушном потоке. Потому что одинаковые по документам краски от различных производителей демонстрировали различную текучесть, склонность к агломерации, сопровождающиеся неравномерностью нанесения, закупоркой шлангов и трубок.
Было подписано соглашение о проведении изыскательских работ с Технологическим Универститетом в Компьене. В котором была проведено изучение свойств краски, оказывающих влияние на производственные процессы. В работе использовался порошковый реометр FT4 компании Freeman Technology.
 Данный прибор изначально был создан именно для проверки текучих свойств порошковых красок. Кроме того, его оснастили дополнительными устройствами, позволяющими описывать практически все свойства красок, которые оказывают влияние на их нанесение.
Данный прибор изначально был создан именно для проверки текучих свойств порошковых красок. Кроме того, его оснастили дополнительными устройствами, позволяющими описывать практически все свойства красок, которые оказывают влияние на их нанесение.
Текучесть порошковых красок всегда рассматривают неразрывно с условиями рабочего процесса нанесения краски. Краски демонстрируют хорошую текучесть, если частицы ведут себя независимо друг от друга и плохую, если частицы слежались. Некоторые порошковые краски обладают хорошей текучестью только при сильном потоке воздуха. При медленном же они забивают шланги и трубки.
FT4 предназначен для моделирования различных внешних условий, в которых находятся краски при работе с ними, и изучения их поведения. К различным условиям специалисты компании относят:
- Уплотнение
- Псевдоожижение
- Различные скорости потока
- Влажность
- Электростатический заряд
- Время хранения
Динамические испытания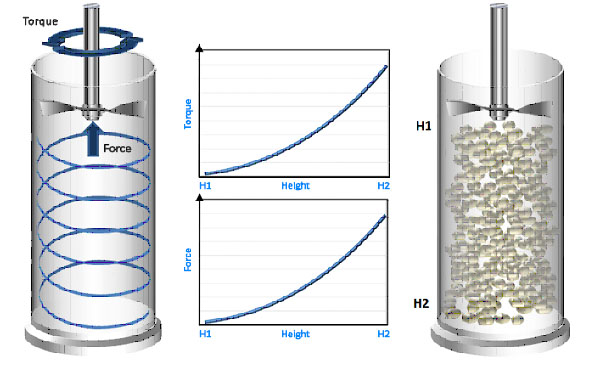
Предполагают измерение текучести в движении. Для этого откалиброванная крыльчатка вращается и движется вниз и вверх для имитации условий при потоке краски. При этом частицы краски вступают во взаимодействие друг с другом. Что обуславливает сопротивление потока. И проявляет объёмные текучие свойства. Чем больше частицы сопротивляются движению крыльчатки и чем сложнее заставить порошок течь, тем труднее происходит движение крыльчатки. Что и фиксирует прибор.
В процессе движения крыльчатки через колонку с образцом порошковой краски прибор фиксирует вращательное и вертикальное сопротивление.. Вместе эти показатели объединяют в интегрированный показатель Общая Энергия Текучести, отражающий количество энергии, которую надо затратить на движение крыльчатки через образец краски сверху вниз. Для большей точности его выражают в пересчёте на мм движения в мДж/мм.
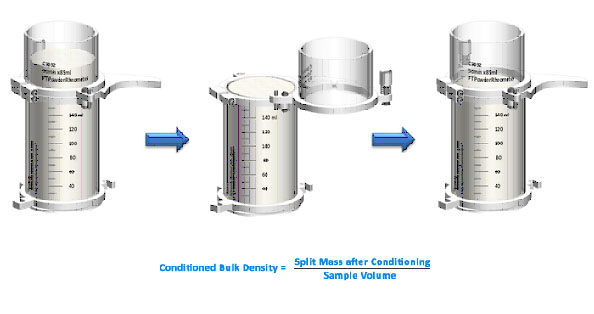
Важным при этом является унификация условий. Поскольку порошки разнятся по насыпным свойствам, проводят стадию Подготовки. Которая заключается в мягком сжатии краски и последующем псевдоожижении. Что позволяет достичь однородной структуры образца по всему его объёму.
Псевдоожижение
 Чтобы оценить взаимодействие порошковой краски с потоком воздуха строго контролируемый поток воздуха пропускают через пористую мембрану в основании колонки с образцом краски. Кроме имитации одного из рабочих процессов нанесения порошковой краски, этот способ позволяет оценивать сцепление между частицами краски.
Чтобы оценить взаимодействие порошковой краски с потоком воздуха строго контролируемый поток воздуха пропускают через пористую мембрану в основании колонки с образцом краски. Кроме имитации одного из рабочих процессов нанесения порошковой краски, этот способ позволяет оценивать сцепление между частицами краски.
Сами по себе силы сцепления сложно непосредственно измерить. Но их можно оценить довольно точно по изменению свойств текучести порошка при псевдоожижении. Эти силы являются комбинацией сил Ван дер Ваальса и электростатическими. И они оказывают связывающее влияние на частицы порошковой краски. И если они слабы, то частицы начинают вести себя независимо во время псевдоожижения. Измеренная прибором текучесть и т. н. Энергия Аэрации количественно характеризуют силы сцепления между частицами краски.
Для порошков со слабыми силам сцепления Энергия Аэрации стремится к нулю. Что значит, что порошок полностью поддаётся псевдоожижению. Краски со значением сил сцепления от среднего до высокого демонстрируют снижение энергии потока при псевдоожижении, но намного меньшее. В таких порошках силы сцепления слишком сильны, чтобы воздух мог преодолеть их и разделить частицы краски между собой. В результате в массе неожижаемого порошка образуются каналы, пропускающие воздух.
Результаты измерения выражают в т. н. Соотношении Аэрации
Соотношение Аэрации = Базовая Энергия Текучести / Энергия Аэрации
Соотношение аэрации отражает способность порошка к псевдоожижению.

Уплотнение
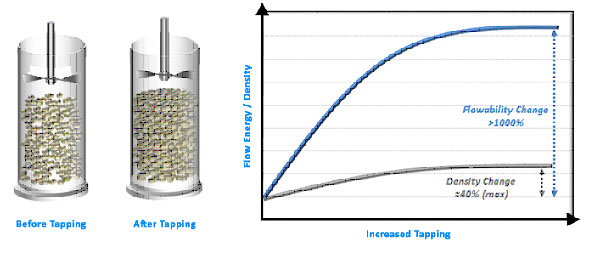 Влияние уплотнения на текучие свойства краски можно выразить в т.н. Энергии Уплотнения. Внешне процедура её определения похожа на тест для определения Базовой Энергии Текучести. Отличие — в уплотнении исследуемого образца порошковой краски. Затем сквозь него также пропускают крыльчатку сверху вниз.
Влияние уплотнения на текучие свойства краски можно выразить в т.н. Энергии Уплотнения. Внешне процедура её определения похожа на тест для определения Базовой Энергии Текучести. Отличие — в уплотнении исследуемого образца порошковой краски. Затем сквозь него также пропускают крыльчатку сверху вниз.
Измеренная разница между Энергией Уплотнения и Базовой Энергией текучести отражает изменения свойств текучести порошковой краски и является функцией уплотнения.
На графике показано, что изменение насыпной плотности может достигать 40%. При этом текучесть может увеличиваться в 10 раз, как следствие сжатия краски. Что отражает негативное влияние насыпной плотности на текучесть краски.
Чувствительность к скорости потока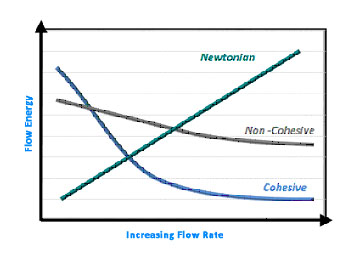
Порошковые краски демонстрируют обычно различное поведение при различных скоростях потока воздуха. При одних скоростях они свободно перемещаются. При других текут медленнее. Это явление оказывает серьёзное влияние на стабильность процесса нанесения краски. В отличие от жидких красок порошковые редко ведут себя, как ньютоновские тела. Что приводит к закупорке шлангов и трубок при снижении скорости воздуха ниже некоторого критического уровня.
Кроме того, порошки с высокой чувствительностью к скорости потока воздуха требуют оптимальной и специфичной конфигурации оборудования. Преимущество порошков с низкой чувствительностью к скорости воздуха в том, что они могут работать на низких скоростях с поддержанием необходимого уровня однородности воздушно-порошковой смеси и позволяют минимизировать трение частиц друг о друга.
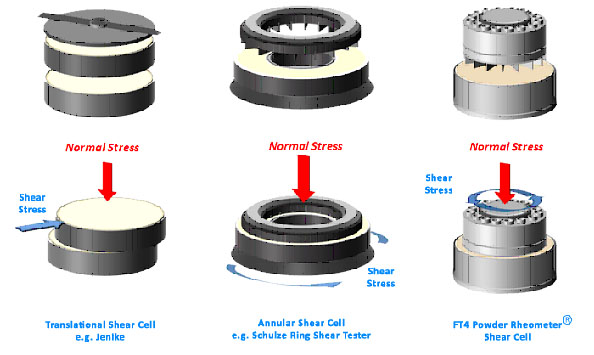
Проба на сдвиг
Методика проверки на сдвиг основана на стандарте ASTM International Committe D18 on Soil and Rock. Она разительно отличается от динамических испытаний и всегда характеризует порошковую краску в уплотнённом виде. И позволяет понять поведение краски в бункере, а также даёт необходимые сведения о его конструкции (на основе теории Дженика).
Суть теста заключается в воздействии на верхний слой образца краски горизонтальных сил в то время, как нижний слой остаётся неподвижным. Воздействие усиливается пока не происходит разделение расслоение образца и верхний слой начинает скользить относительно нижнего.
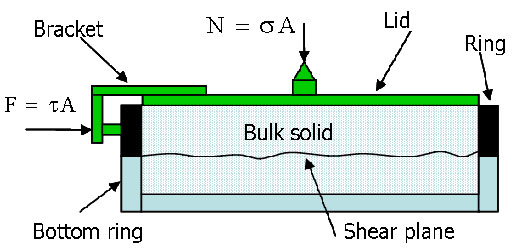
Чем больше силы необходимо приложить для расслоения краски при этом тесте, тем меньше вероятность нормальной текучести краски при подобном уплотнении, которому подвергается краска в бункере.
Трение стенок
Этот тест позволяет измерить относительное терние между слоем краски, прилегающим к стенке, и материалом, из которого выполнена стенка проводящего шланга, трубки, бункера. Позволяет оценить условия, при которых происходит прилипание порошка к стенкам.
Принцип измерения очень похож на камеру сдвига. Отличие заключается в том, что втулка, выполненная из материала оборудования, соприкасающегося с краской, двигается относительно образца краски.
Конструкция бункера
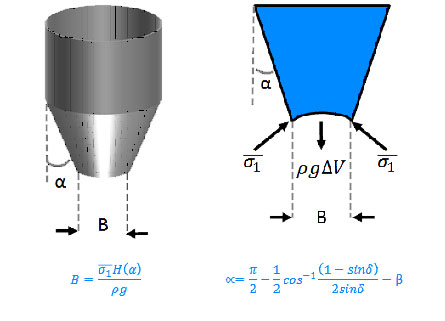 Внешне бункеры выглядят простой и незамысловатой частью линии окраски, хотя они зачастую являются причиной многих проблем, связанных с перебоями подачи порошковой краски. Если свойства порошка не соответствуют конструкции и геометрии бункера, подача краска станет непостоянной и может вовсе прекратиться. Первые работы в этой области провёл Эндрю Дженике в середине 20-го века. После чего его результаты стали использовать при расчёте размеров бункера, обеспечивающих равномерную подачу краски.
Внешне бункеры выглядят простой и незамысловатой частью линии окраски, хотя они зачастую являются причиной многих проблем, связанных с перебоями подачи порошковой краски. Если свойства порошка не соответствуют конструкции и геометрии бункера, подача краска станет непостоянной и может вовсе прекратиться. Первые работы в этой области провёл Эндрю Дженике в середине 20-го века. После чего его результаты стали использовать при расчёте размеров бункера, обеспечивающих равномерную подачу краски.
FT4 снабжён программным обеспечением, позволяющим рассчитать оптимальную конструкцию бункера непосредственно на основе полученных результатов измерений свойств краски.
Насыпные свойства
Это ряд параметров порошковой краски, не связанных с измерением динамических свойств, но также оказывающих влияние на рабочие свойства порошковой краски.
Насыпная плотность. Определяет связь между массой и объёмом.
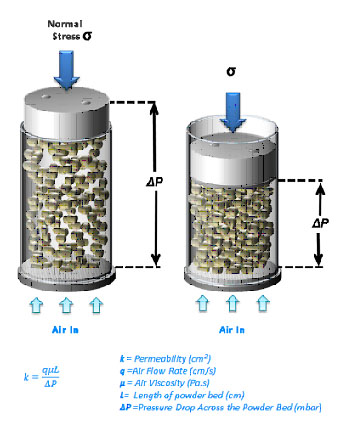
Сжимаемость. Измеряют сжимая образец краски поршнем, позволяющим выпустить воздух, содержащийся в образце.
Проницаемость. Отражает сопротивление порошка потоку воздуха. (Не путать с тестом на аэрацию). Воздух пропускают снизу колонки с образцом порошка. И измеряют давление, которое он оказывает на поршень сверху.
 Проводят также отдельно исследования на слёживаемость порошка, поглощение влаги и расслоение частиц краски по размерам частиц, их плотности и истирание. Что отражает условия хранения красок.
Проводят также отдельно исследования на слёживаемость порошка, поглощение влаги и расслоение частиц краски по размерам частиц, их плотности и истирание. Что отражает условия хранения красок.
Все описанные исследования ещё не вошли в постоянный обиход большинства лабораторий, так или иначе связанных с производством порошковых красок. В первую очередь, надо полагать в связи с ещё не доказанными на практике преимуществами, которые даёт исследование всех свойств краски, доступных приборам, подобным указанному выше FT4. И прежде всего их предсказательной силе относительно поведения краски в условиях реального производства.
Тем интереснее информация о проведенном исследовании для французского автопроизводителя. Если её результаты окажутся плодотворными, то в скором будущем стоит ожидать расширения перечня минимально необходимых параметров для каждой партии порошковой краски. И вполне возможно технологи окрасочных участков завтрашнего дня будут обсуждать Базовую Энергию Текучести новой краски с не меньшим интересом, чем фактуру и блеск.


